
ижевское литейное предприятие
ижевское литейное предприятие
примеры реализованных проектов
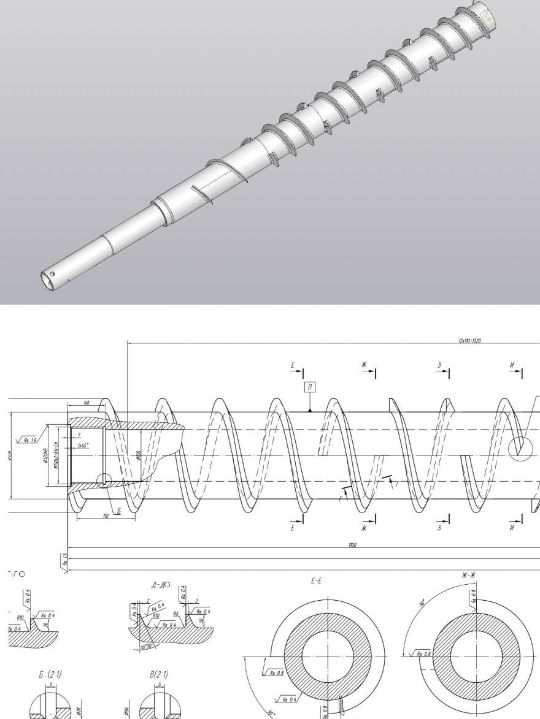
шнеки для промышленного оборудования
Критические требования:
✅ Монолитная конструкция — изготовление из цельной заготовки без сварных соединений
✅ Сквозное отверстие — точное соосное отверстие по всей длине изделия (2800+ мм)
✅ Высокая точность — соблюдение жестких допусков по всей длине
Почему российские подрядчики отказались:
- Невозможность обеспечить соосность сквозного отверстия
- Деформации при обработке длинномерных изделий
- Сложность контроля качества по всей длине

⚠️ СЛОЖНОСТЬ ПРОЕКТА
- Высокий уровень технических требований и сложность геометрии изделия
- Почти 100% вероятность деформации заготовки и отклонений размеров после обработки
- Габариты изделия

техническое решение
✅ Использование цельной стальной заготовки
✅ Предварительная термообработка для снятия напряжений
✅ Контрольв режиме "online"фактической геометрии на соответствие CAD-модели
✅Многопроходная обработка для достижения требуемой точности
✅ Полировка всех рабочих поверхностей
глубокое сверление
✅ Выбор режимов резания в соответствии с особенностями материала
✅ Глубокое сверление на специализированных станках
✅Контроль соосности на каждом этапе

📦 УПАКОВКА И ЛОГИСТИКА
✅ Индивидуальная упаковка каждого изделия
✅ Защитные материалы для транспортировки
✅ Деревянные ящики для международной перевозки
✅ Полная документация на каждое изделие
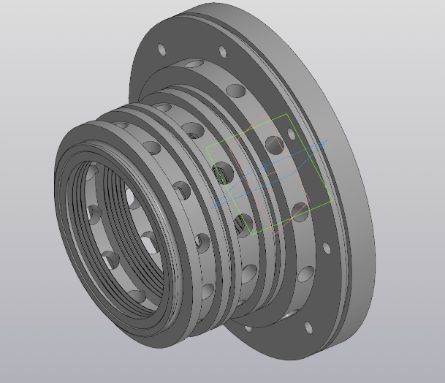
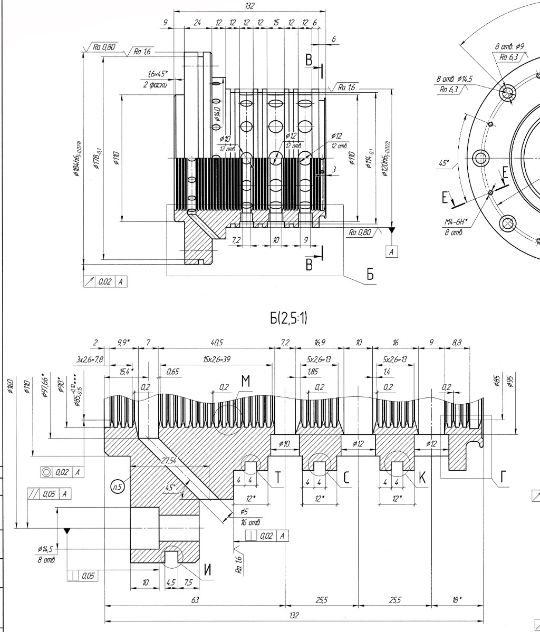
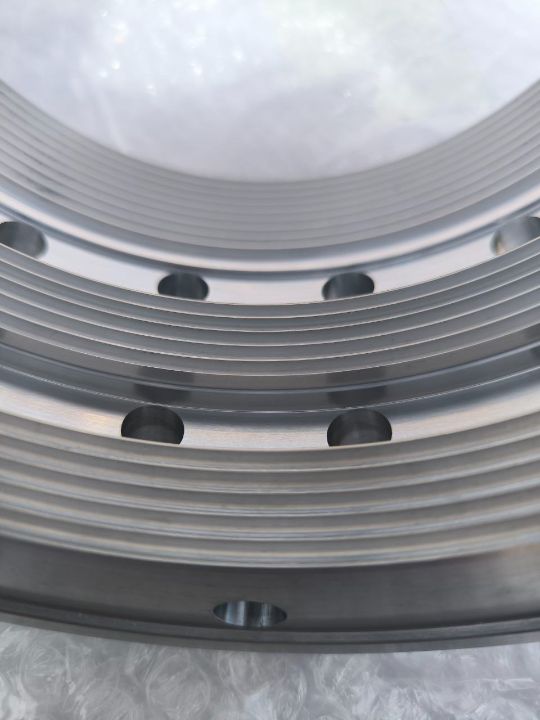
ПРЕЦИЗИОННЫЕ АЛЮМИНИЕВЫЕ УПЛОТНЕНИЯ из алюминия
✅ высокий коэффициент расширения алюминия в процессе резания приводит к деформациям
✅ Стенка 0,4 мм — экстремально тонкая стенка с жесткими допусками
✅ Многоступенчатая конструкция — более 20 различных диаметров в одной детали
✅ соосность — допуск соосности 0,02 мм для всех диаметров и и уплотнительных канавок канавок всех ступеней
- Деформация тонких стенок при обработке
- Сочетание большого количества отверстий и ступенчатых диаметров высокой точности
- Воздействие режущего тепла и температурные исскажения размеров
техническое решение
✅ Термическая стабилизация для снятия остаточных напряжений
✅ Контролируемое охлаждение заготовок перед обработкой
✅ Революционная система закрепления детали
✅Оптимизированные режимы резания
✅ Разработка и изготовление специального инструмента
обработка тонких стенок
✅ Сверхлегкие режимы резания
✅ Датчики усилия зажима
✅ Вибродемпфирование системы СПИД
✅Непрерывный мониторинг размеров и температуры
✅ Финальная аттестация — полная размерная проверка на КИМ
К запросу приложите чертежи и CAD-модели при наличии.
ZAKAZ@IZHLP.RU
